
















 7 / 28
7 / 28

7
MESSE NEWS
Providing Solutions is our Strength
Elektrische Prüftechnik | Spannungsoptimierung | Transformatoren, Drosseln, Leistungswiderstände
Electrical Test Solutions | Voltage Optimization | Transformers, Reactors, Power Resistors
Visit us: Hall 13 / Stand C10
www.ruhstrat.comStahlkolben-Produktion: NeuesWerkzeug ermöglicht Hinterschnitte
Forscher präsentieren Neuentwicklung bei der Hannover Messe vom 24. bis 28. April 2017
A
HC Oberflächentechnik
GmbH mit dem Stamm-
sitz in Kerpen bei Köln
umfasst 19 Werke
in Europa und China. Schwer-
punkt des Geschäftsfeldes ist
die funktionelle Veredelung
von technischen Oberflächen als
Dienstleistung. Tagtäglich wer-
den bei AHC Einzelteile sowie
Klein- und Großserien akribisch
und zuverlässig beschichtet.
Bauteile für die Automobilindus-
trie, für den Maschinenbau, für die
Luft- und Raumfahrt, für die Öl- und
Gasindustrie, für die Medizintechnik
sowie für zahlreiche andere Branchen
werden vor Korrosion und Verschleiß
geschützt oder mit speziellen Eigen-
schaften versehen. AHC bietet ihren
Kunden mehr als 40 Verfahren und
mehr als 100 Verfahrensvarianten.
Für patentierte Beschichtun-
gen werden Lizenzen in alle Welt
vergeben. Weltweit wird durch die
RIAG Oberflächentechnik AG in der
Schweiz der gesamte Bedarf an Pro-
zesschemikalien für Verfahren zur
chemischen und elektrochemischen
Behandlung von Metallen und Kunst-
stoffen abgedeckt.
In enger Zusammenarbeit mit
den Kunden werden bestehende
Verfahren und Applikationen opti-
miert und kontinuierlich neue Mög-
lichkeiten entwickelt.
AHC unterstützt die Kunden
von der Planungs- und Konstruk-
tionsphase an und hilft bei der
Definition des exakten Anforde-
rungsprofils ebenso wie bei der
Wahl der optimalen Materialien
und Verfahren.
Auf der Hannover Messe 2017
wird AHC Oberflächentechnik un-
ter anderem zwei innovative Ver-
fahren vorstellen.
CompCote® bezeichnet Alumini-
umoxid-Polymer-Composit-Schich-
ten für Aluminium-Legierungen.
Die Schichten werden durch anodi-
sche Oxidation des Grundwerkstof-
fes und gleichzeitige molekulare
Verbindung der Aluminium-Oxid-
schicht mit Polymeren gebildet.
Eine hervorragende Haftung mit
dem Grundwerkstoff entsteht da-
durch, dass die Schicht zum Teil in
das Grundmaterial hineinwächst.
Auf Grund der molekularen Poly-
meranteile bietet CompCote® bei
abgestimmter Wahl von Top-Coats
chemische Bindungsbrücken, so
dass auch hier eine sehr gute
Haftfestigkeit entsteht. Überhaupt
macht die vernetzte Schichtstruk-
tur CompCote® zu einer robusten
Schicht. CompCote® besitzt eine
hervorragende Verschleiß- und
Korrosionsbeständigkeit.
Die
Schicht lässt sich sehr gut einfär-
ben. Standardfarben sind Schwarz,
Titangrau, Blau, Rot, Gold und
Grün. Weitere Farben auf Anfrage.
IVD (Ion Vapour Deposition) ist
ein PVD-Verfahren, mit welchem
sich auf verschiedene Substrate
eine reine Aluminiumschicht auf-
bringen lässt. Die Korrosions- und
Kontaktkorrosionseigenschaften
werden durch die Beschichtung
verbessert. Beschichtete Bautei-
le können “as plated” verwendet
werden, oder, was häufiger ist, die
reine Aluminiumoberfläche wird
durch eine chemische Konversi-
onsbeschichtung in eine Alumi-
nium-Chromat-Schicht umgewan-
delt. Ein weiterer großer Vorteil
der IVD-Aluminium-Beschichtung
ist, dass sie mit sehr wenig Ober-
flächenvorbehandlung
lackiert
werden kann. Die Oberfläche eig-
net sich für viele Lacke einschließ-
lich allgemein vorgeschriebener
flüssigkeitsdichter Primerlacke auf
Epoxidharz-Basis sowie Trocken-
film-Schmierstoffe.
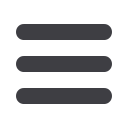
Hannover Messe 2017, Halle 6, Stand B40 (17):
Oberflächentechnik – natürlich von AHC
Befestigungselemente mit einer IVD-Aluminium-Beschichtung
TEXT & BILD: IPH - INSTITUT FÜR INTEGRIERTE
PRODUKTION HANNOVER GEMEINNÜTZIGE GMBH
HOLLERITHALLEE 6, D-30419 HANNOVER
E
in Werkzeug, das bislang
unmögliche Geometrien
warm schmieden kann,
stellt das IPH bei der
Hannover Messe vor. Damit las-
sen sich bereits während des
Schmiedens sogenannte Hinter-
schnitte einbringen – beispiels-
weise die Kolbenbolzen-Bohrung
bei Motorkolben.
Das
Hinterschnittschmieden
erleichtert die Nachbearbeitung,
spart Material und senkt die Her-
stellungskosten. Dadurch wird
die Verwendung von Kolben aus
geschmiedetem Stahl wirtschaft-
licher und die Kolben werden
gleichzeitig belastbarer. Ein Mo-
dell des Werkzeugs zeigt das IPH
vom 24. bis 28. April 2017 bei der
Hannover Messe am niedersächsi-
schen Gemeinschaftsstand in Halle
2, Stand A08.
Mit herkömmlichen Schmiede-
werkzeugen ist es unmöglich, so-
genannte Hinterschnitte auszufor-
men, weil sich die Bauteile dann
nicht mehr aus dem Werkzeug ent-
nehmen lassen. Bei Hinterschnit-
ten handelt es sich um Ausspa-
rungen oder Vorsprünge senkrecht
zur Ausformrichtung. Ein Beispiel
ist die Bolzenbohrung bei Stahl-
kolben für Fahrzeugmotoren: Sie
muss bisher nach dem Schmieden
spanend hergestellt werden.
Mit dem neu entwickelten
Schmiedewerkzeug des IPH lässt
sich die Bohrung bereits während
des Schmiedens vorformen. Das
Werkzeug verfügt dazu über zwei
bewegliche Stempel. Schließt sich
das Gesenk, fahren die Stempel aus,
pressen sich horizontal in den hei-
ßen Stahl und erzeugen so die Aus-
sparungen für die Kolbenbolzen-
Bohrung – eben die Hinterschnitte.
Beim Öffnen des Gesenks fahren
die Stempel wieder ein, sodass sich
das Bauteil entnehmen lässt.
Das
Hinterschnittschmieden
erleichtert die Nachbearbeitung
erheblich, spart somit Zeit und
reduziert insgesamt die Herstel-
lungskosten. Hinzu kommt, dass
etwa fünf Prozent weniger Material
und damit weniger Energie zur Er-
wärmung im Umformprozess von-
nöten sind, wenn die Vorbohrung
bereits während des Schmiedens
eingebracht wird. Stahlkolben
lassen sich künftig also nicht nur
schneller und günstiger herstellen,
sondern auch umweltfreundlicher.
Zudem könnte sich dank des
neuen Schmiedeverfahrens auch
die Bauteilqualität verbessern.
Denn die spanende Bearbeitung
unterbricht den Faserverlauf im
Material, die Massivumformung
nutzt ihn dagegen aus. Dadurch
verringert sich die schädliche
Kerbwirkung. Die Forscher vermu-
ten, dass der Kolben dadurch be-
lastbarer wird.
Wissenschaftler des Instituts für
Integrierte Produktion Hannover
gGmbH (IPH) haben das Werkzeug
gemeinsam mit Partnern aus der
Industrie entwickelt. Die Techno-
logie basiert auf dem sogenannten
mehrdirektionalen Umformen, das
das IPH seit fast zwanzig Jahren
erforscht und für Kurbelwellen
bereits zur Anwendungsreife ge-
bracht hat. Im Forschungsprojekt
„Hinterschnittschmieden“ haben
sich die Wissenschaftler zunächst
auf Kolben aus hochfestem Stahl
konzentriert, die in kleinen, sprit-
sparenden Turbo-Motoren zum
Einsatz kommen. Das Prinzip lässt
sich jedoch auch auf viele weitere
Bauteile übertragen.
Bei der Hannover Messe vom
24. bis 28. April 2017 stellen die
Wissenschaftler ihre Entwicklung
erstmals einer breiten Öffentlich-
keit vor. Am Gemeinschaftsstand
des Landes Niedersachsen in Hal-
le 2, Stand A08, wird ein Modell
des Werkzeugs zu sehen sein.
Interessierten Unternehmen und
Journalisten stellt das IPH gern
kostenfreie Fachbesucher-Tickets
zur Verfügung.
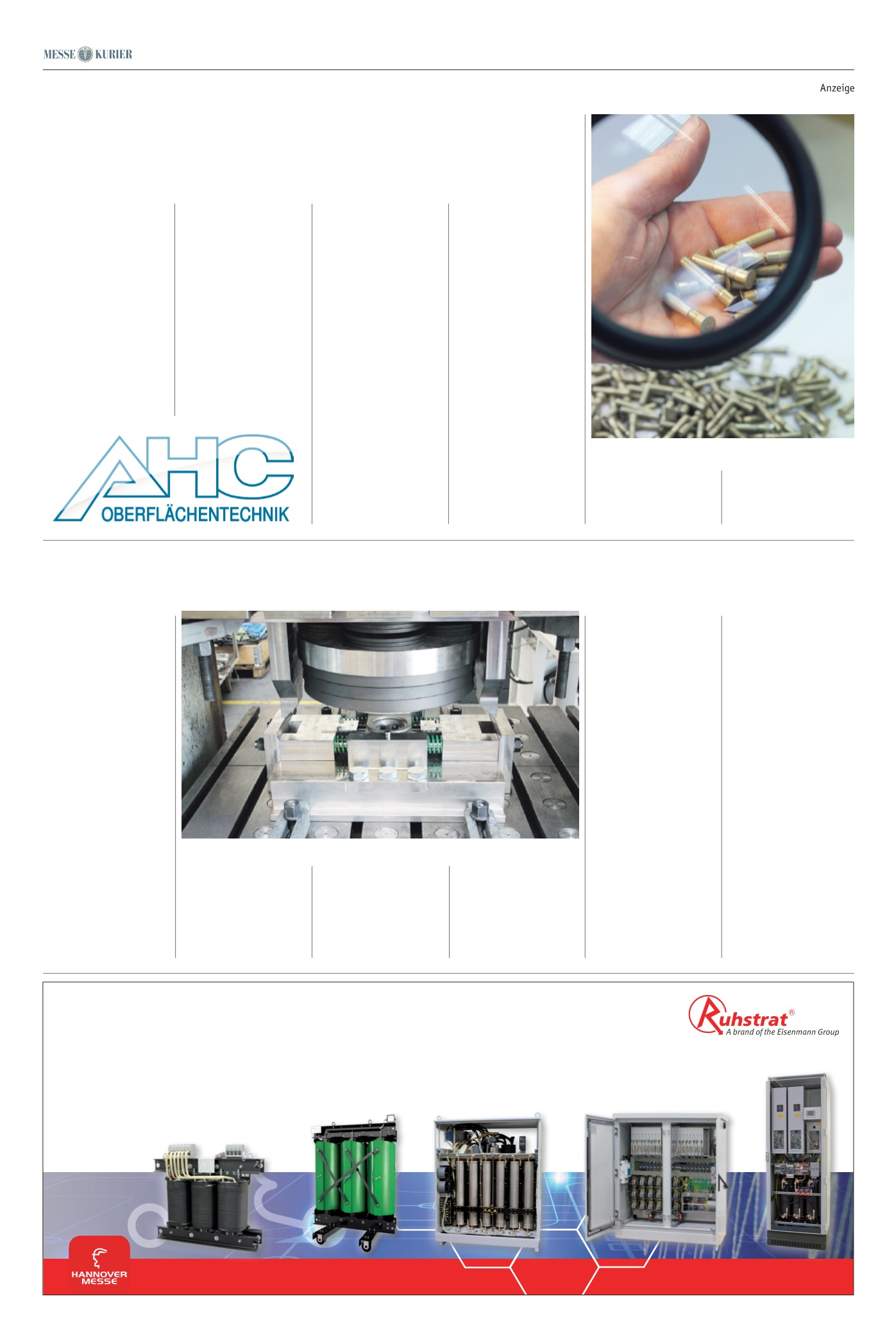
Dieses Schmiedewerkzeug erzeugt Hinterschnitte. Bei der Hannover Messe wird es als Modell zu sehen sein