
















 12 / 20
12 / 20

12
INNOVATIONEN
TEXT & BILD: FRAUNHOFER-INSTITUT FÜR WERKSTOFFME-
CHANIK IWM, WÖHLERSTRASSE 11, 79108 FREIBURG
U
m Prozesskosten bei
der industriellen Bau-
teilfertigung zu sen-
ken und die Qualität
zu steigern, kommen zuneh-
mend diamantbeschichtete Zer-
spanwerkzeuge aus Hartmetall
zum Einsatz.
Problematisch ist bislang die
Schichthaftung, insbesondere bei
der Bearbeitung von Verbund- und
Leichtbauwerkstoffen. Eine ge-
eignete Vorbehandlung ist daher
essentiell. Dr. Manuel Mee vom
Fraunhofer-Institut für Werkstoff-
mechanik IWM hat eine neue Vor-
behandlungsroutine zur Steige-
rung der Haftung von CVD-Diamant
auf Hartmetall entwickelt: Durch
Bündelung verschiedener Verfah-
rensansätze in einem Prozess kön-
nen sämtliche Einflussfaktoren der
Schichthaftung berücksichtigt und
diese damit grundlegend verbes-
sert werden.
Hartmetall ist heute der ge-
bräuchlichste Werkstoff für in-
dustrielle Schneidwerkzeuge. Dies
ist der Kombination aus Wolfram-
karbid und Cobalt zu verdanken:
Während der Werkstoff seine Härte
dem Wolframkarbid verdankt, so
ist eine für viele Anwendungen
hinreichende Zähigkeit erst durch
das Cobalt, das die Wolframkar-
bid-Körner im Werkstoffgefüge
zusammenhält,
gewährleistet.
Eine Diamantbeschichtung soll
aufgrund ihrer besonderen Här-
te den Verschleißwiderstand des
Werkzeugs noch einmal deutlich
steigern. »Doch genau hier liegt
die Herausforderung, denn das
Cobalt im Hartmetall sorgt wäh-
rend des Beschichtungsprozesses
dafür, dass die Diamantstruktur
nicht stabilisiert werden kann.
Stattdessen wird graphitartiger
Kohlenstoff gebildet« erklärt Dr.
Manuel Mee, Wissenschaftler der
Gruppe »Tribologische Schichtsys-
teme« des Fraunhofer IWM. Um zu
verhindern, dass Cobalt mit dem
entstehenden oder bereits synthe-
tisierten Diamant interagiert, wird
die Cobaltphase an der Oberfläche
des Hartmetallwerkzeugs gegen-
wärtig mit einem nasschemischen
Verfahren entfernt. Eine derartige
Vorbehandlung bewirkt allerdings,
dass die Randzone des Hartme-
talls porös wird und ihre Zähig-
keit einbüßt. Insbesondere die
ungleichmäßige Belastung beim
Schneiden inhomogener Werkstof-
fe – zum Beispiel kohlefaserver-
stärkte Kunststoffe – fördert die
Zerrüttung der nun anfälligeren
Randzone. Die Folge ist: Die Dia-
mantschicht platzt ab.
Erheblich verkürzte
Prozessdauer
»Mit dem neuen Verfahren kön-
nen wir jetzt die Stabilität der
Randzone aufrechterhalten und
sogar leicht steigern«, erläutert
Mee. Weil er sämtliche Verfah-
rensschritte mit einem Mikro-
wellenplasma umsetzt, muss die
Prozesskette nicht unterbrochen
werden. Dies spart zusätzliche
Arbeitsschritte und damit wert-
volle Zeit. Ein weiterer wichtiger
Aspekt: Das in dieser Weise her-
gestellte Werkzeug lässt sich nach
seinem Verschleiß rezyklieren,
indem die Beschichtung entfernt
und die Verfahrensroutine erneut
angewandt wird.
Der Materialbedarf sinkt, was
vor allem mit Blick auf das im
Verfahren genutzte Wolfram vor-
teilhaft ist, da dieser Rohstoff
hauptsächlich in China gewonnen
wird und auf dem Weltmarkt nicht
verlässlich zu beschaffen ist.
Mehrere Verfahren in
einem Prozess vereint
Um die Haftung von Diamant auf
Hartmetall zu gewährleisten, sind
alternativ zum bislang nahezu aus-
schließlich angewandten nassche-
mischen Verfahren weitere Ansätze
zur Oberflächenbehandlung mög-
lich, die Dr. Manuel Mee in einem
einzigen durchgängigen Prozess
zur Werkstofffunktionalisierung ge-
bündelt hat: »Durch die Kombinati-
on unterschiedlicher Verfahrensan-
sätze habe ich mir die jeweiligen
Vorteile der Ansätze auf die Ein-
flussfaktoren der Haftung zunut-
ze machen und gleichzeitig deren
Nachteile kompensieren können«,
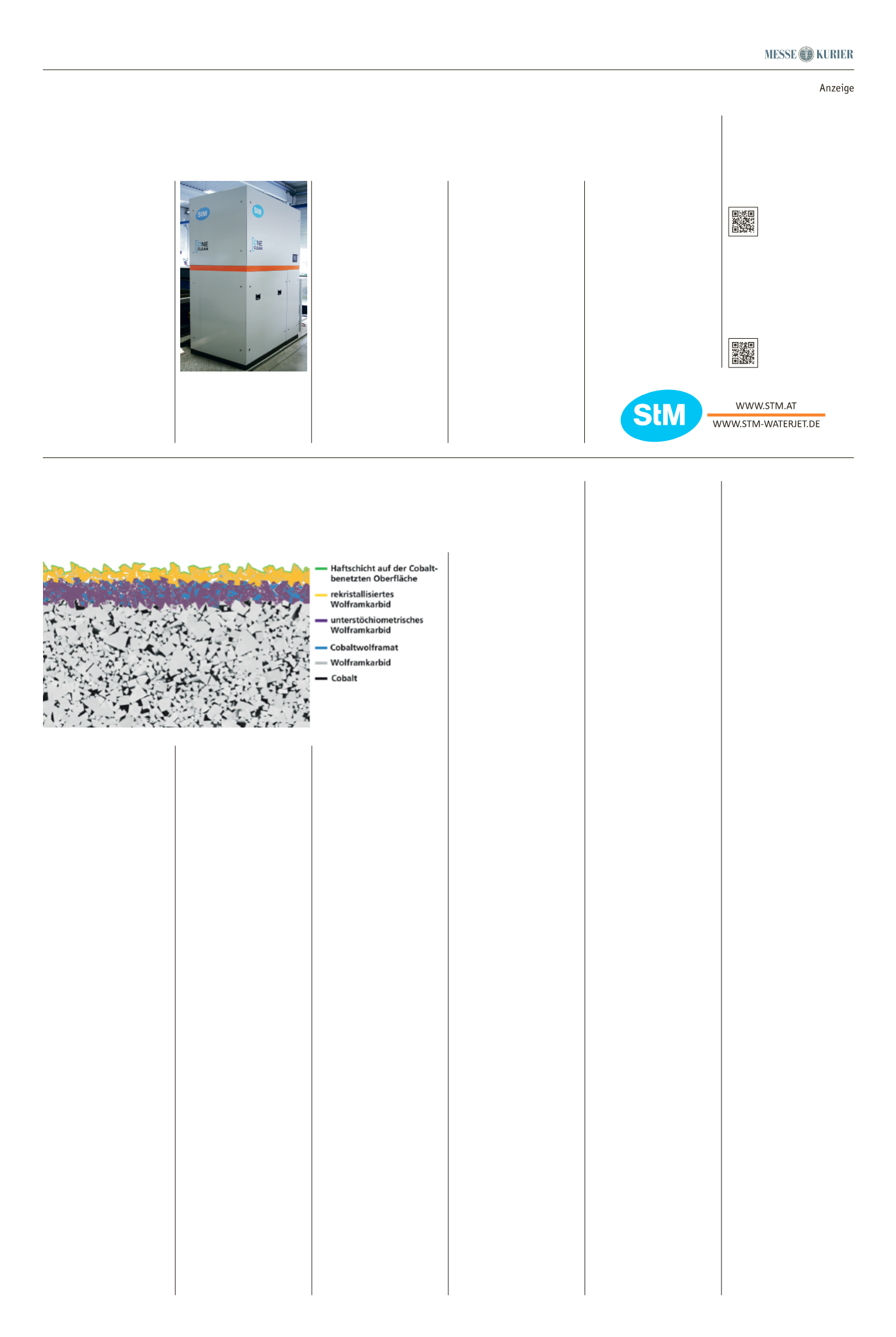
erklärt der Physiker. Zunächst wird
der Oberfläche des Hartmetalls bei
hohen Temperaturen Kohlenstoff
entzogen, wodurch es zur Bildung
der sogenannten eta-Phase kommt.
Eine erneute Anreicherung mit
Kohlenstoff führt dazu, dass das
unerwünschte Cobalt in der Rand-
zone des Werkstoffs größtenteils
verdampft. Gleichzeitig lässt sich
die Oberfläche hinsichtlich Struk-
tur, Härte und Risszähigkeit positiv
beeinflussen. Der Prozess kann da-
bei so gesteuert werden, dass die
zuvor erzeugte eta-Phase weiterhin
in den Korngrenzen unterhalb der
Oberfläche verbleibt, um im an-
schließenden Behandlungsschritt
eine Umwandlung zu Cobaltwolfra-
mat zu bewirken.
Dieses hat sich als geeignet er-
wiesen, um das Cobalt an Ort und
Stelle zu stabilisieren und seine
nachträgliche Diffusion zu hem-
men. Dennoch lässt sich eine Be-
netzung der Oberfläche mit einem
hauchdünnen Cobaltfilm nicht
verhindern. Mee ergänzte darum
das Verfahren um einen weiteren
Prozessschritt, bei dem eine si-
liziumbasierte Zwischenschicht
aufgebracht wird, die das Cobalt
endgültig von der Diamantschicht
fernhält.
Das Verfahren, das im Rahmen
des Projekts »DiaWerk« von der Ba-
den-Württemberg Stiftung gGmbH
gefördert wird, ist inzwischen
zum Patent angemeldet und von
Mee in seiner Dissertation »Mik-
rowellenplasmagestützte Prozes-
sentwicklung zur Herstellung von
Funktionsgradientenhartmetallen
für die CVD-Diamantbeschichtung«
ausführlich dargelegt. Für diese
Dissertation erhielt Dr. Manuel
Mee den mit 3000 Euro dotierten
Werkstoffmechanikpreis 2017 des
Automobilzulieferers KSPG AG.
Die Auszeichnung verleiht das
Preiskomitee des Kuratoriums des
Fraunhofer IWM jährlich als Nach-
wuchspreis für hervorragende wis-
senschaftliche Leistungen auf dem
Gebiet der Werkstoffmechanik.
New innovative process
improves the adhesion
of diamond to cemented
carbide
T
o reduce process costs in
industrial parts manufac-
turing while simultane-
ously improving quali-
ty, the use of diamond-coated,
cemented carbide cutting tools
has increased.
Adhesion of diamond coatings
was previously problematic, par-
ticularly when processing compos-
ite or lightweight materials. Suita-
ble pretreatment is therefore vital.
Dr. Manuel Mee of the Fraunhofer
Institute for Mechanics of Materials
IWM has developed a new pretreat-
ment routine that increases the ad-
hesion of CVD diamond to carbide:
by combining several approaches
into a single process, all factors
which affect the adhesion of the
coating can be taken into consid-
eration, leading to a fundamental
improvement of the adhesion.
Today cemented carbide is the
most commonly used material for
industrial cutting tools. This is
thanks to its combination of tung-
sten carbide and cobalt. While it
is the tungsten carbide that lends
this metal its hardness, the tough-
ness that makes it equal to many
tasks is provided by the cobalt,
which holds the tungsten carbide
grains together in the material
structure. Coating the cemented
carbide with diamond and thus pro-
viding greater hardness is intended
to further increase the wear resist-
ance of the tool. 'But this is where
the challenge lies, because the co-
balt present in the carbide prevents
stabilization of the diamond struc-
ture during the coating process. In-
stead, a graphite-like structure of
carbon is formed,' says Dr. Manuel
Mee, a scientist of the Tribologi-
cal Coatings group at Fraunhofer
IWM. To prevent the cobalt from
interacting with the diamond that
is forming or already synthesized,
the cobalt phase on the surface of
the carbide tool is nowadays re-
moved by means of a wet-chemical
process. This type of pretreatment,
however, causes the peripheral
zone of the carbide to become po-
rous and affects its toughness. The
irregular stresses obtained during
cutting, particularly when work-
ing with inhomogeneous materi-
als such as carbon fiber-reinforced
plastics, can result in the break-
down of the now more vulnerable
peripheral zone. As a result, the
diamond coating flakes off.
Significantly reduced
process duration
'With the new method we can
now maintain the stability of the
peripheral zone and even slightly
increase it', adds Mee. Since he im-
plements every step of the process
with a microwave plasma, the pro-
cess chain need not be interrupted.
This eliminates extra work steps
and thus valuable time. Another
important factor: tools produced
by this method can be recycled
once they become worn by remov-
ing the old coating and applying
the process again. This reduces
the amount of materials required,
which is particularly advantageous
in regard to the tungsten used -
this is extracted primarily in China
and cannot be reliably obtained on
the world markets.
Multiple processes
combined into one
Apart from the wet-chemical
procedure currently used almost ex-
clusively for ensuring the adhesion
of diamond to cemented carbide,
other methods of surface treat-
ment are possible - and Dr. Mee has
bundled these into an integrated
process for the functionalization
of the tool material. 'By combin-
ing different process approaches I
have been able to make use of the
advantages of each of the factors
influencing adhesion while also be-
ing able to compensate for their
individual disadvantages', he ex-
plains. First the carbon is removed
from the surface of the carbide at
high temperature, which results in
the formation of what is known as
the eta phase. Re-enrichment with
carbon then leads to a large pro-
portion of the unwanted cobalt in
the peripheral zone being vapor-
ized. At the same time, however,
the surface structure, hardness and
fracture toughness are positively
influenced. The process can be con-
trolled in such a way that the eta
phase previously created remains
in the grain boundaries beneath
the surface, and can then be used
in the following treatment step
to cause a conversion to cobalt
tungstate. This has proven itself
capable of stabilizing the cobalt
and inhibiting its subsequent dif-
fusion. This process step does not,
however, prevent a wetting of the
surface by a very thin cobalt film.
Mee has therefore added a further
step to the procedure in which a
silicon-based interlayer is added
that finally keeps the cobalt away
from the diamond layer.
The procedure, which is fund-
ed by the 'DiaWerk' project of
the Baden-Württemberg Stiftung
gGmbH foundation, is meanwhile
patent pending and has been de-
scribed in detail by Mee in his dis-
sertation on microwave plasma-as-
sisted process development for the
manufacture of functionally grad-
ed hardmetals for CVD diamond
coating. For this dissertation Dr.
Manuel Mee has been awarded the
2017 Mechanics of Materials Award
with its endowment of €3000 by
the automotive supplier KSPG AG.
This award is given annually by
the prize committee of the board
of trustees of Fraunhofer IWM to
young researchers for outstanding
scientific achievement in the field
of materials mechanics.
Neuer, innovativer Prozess verbessert die Haftung
von Diamant auf Hartmetall
D
ie neu entwickelte
STM JET Hochdruck-
pumpe 4200.45 mit
einer Leistung von
45 kW für 0,40 mm Wasser-
düsen, einem maximalen Be-
triebsdruck von 4000 bar und
einer Fördermenge von 4,6 l/
min verfügt über einen Fre-
quenzumrichter angesteuerten
Asynchronmotor.
Sie ist deutlich energieeffizi-
enter und mit einem Anschaf-
fungspreis ab € 52.800 auch
wirtschaftlicher als vergleichba-
re Aggregate. Der XL Drucküber-
setzer sorgt für 20 % weniger
Doppelhübe und damit weniger
Verschleiß bei den Dichtungen.
Optional erhältlich ist die Pres-
sureSaver® Druckabsenkung für
individuelle Highspeed Druck-
verstellung bei jedem einzelnen
Anschuss. Als zweite Neuerung
präsentiert STM das Abrasiv
Recycling Modul des OneClean-
Systems, dem modularen All-
roundsystem zur Wiederauf-
bereitung und Reinigung von
Abrasiv und Wasser. Wiederver-
wendbare Anteile des beim Was-
serstrahlschneiden gebrauchten
Abrasivs werden nach der Hydro-
filtration über ein patentiertes
Siebverfahren gesiebt, wobei
zu grobe und zu feine Bestand-
teile ausgeschieden werden.
Damit können über 50 % des
verbrauchten Abrasivs wieder
verwendet werden. Das spart Be-
schaffungs-, Entsorgungs- und
Transportkosten.
Der STM Grundgedanke, Was-
serstrahl-Schneidsysteme
an
die Anforderungen des Kunden
organisch und modular anzu-
passen, um dadurch noch wirt-
schaftlicher und effizienter zu
schneiden, zeigt sich auch in
den beiden neuesten Entwicklun-
gen. Bei der STM JET Hochdruck-
pumpe 4200.45 wurde besonders
auf konstanten Druck für eine
top Schnittqualität geachtet.
Die Ist-Druckanzeige sorgt für
konstante Drucksteuerung, eine
Druckverstellung ist stufenlos
aus der STM SmartCut Wasser-
strahl-Schneidsoftware möglich.
Ebenfalls enthalten ist eine Vor-
druckpumpe, ein Automatik-Stop
Ventil, eine Ölfüllung, Spezi-
alwerkzeug und ein Ersatzteil-
paket. Für Profi-Anwender gibt
es optional die PressureSave®
Druckabsenkung. Mit dieser in-
dividuellen Highspeed Druck-
verstellung kann nach jedem
Anschuss sofort von Nieder- auf
Hochdruck gewechselt werden.
Das Abrasiv Recycling Mo-
dul des OneClean-Systems ist
mit sämtlichen Wasserstrahl-
Schneidsystemen kompatibel. Es
filtert den Sand direkt nach dem
Schneiden, der wiederverwert-
bare Anteil des Sandes wird dem
Schneidprozess wieder zuge-
führt - und das äußerst energie-
effizient mit einem Verbrauch
von lediglich 6 kW.
Live zu sehen gibt es
beide Innovationen vom
7.-10. November 2017
auf der Blechexpo in Stuttgart
(Halle 5, Stand 5405).
Weitere Informationen:
STM Stein-Moser GmbH
Gewerbegebiet Gasthof Süd 178
A-5531 Eben
Telefon +43(0)6458 20014-0
info@stm.at www.stm.atSTM Waterjet GmbH Germany
(vormals Maximator JET GmbH)
Alois-Türk-Str. 12
D- 97424 Schweinfurt
Telefon +49(0)9721 946994-0
info@stm-waterjet.de www.stm-waterjet.deHochdruckpumpe &Abrasiv Recycling
Der Wasserstrahl-Schneidanlagen-Hersteller STM präsentiert gleich zwei Innovationen
OneClean Abrasiv Recycling